
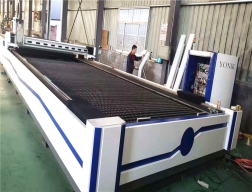






激光切割機(jī)能否高效增產(chǎn)?
在切割金屬時,人們會使用激光切割機(jī)。該設(shè)備的推出有效彌補(bǔ)了傳統(tǒng)加工方式的不足,激光切割設(shè)備利用激光來完成與切割材料相關(guān)的操作。激光的速度很快,在切割過程中不會在材料表面留下太多的痕跡,可以將金屬材...
2021-10-27 15:00:27 | 激光切割機(jī)
聯(lián)系電話:182-3390-1740
聯(lián)系地址:河北省邢臺市新河縣安新線變電所南行80米路西側(cè)
龍門式數(shù)控等離子切割機(jī)的操作注意事項很多,一來為了保護(hù)施工者的安全,二來為了保護(hù)設(shè)備,以下是一些簡單的龍門數(shù)控切割機(jī)的注意事項:
控等離子切割機(jī)的操作注意事項")
1.為了降低能耗,提高噴嘴和電極的使用壽命,切割較薄工件時應(yīng)采用 "低檔 "切割。
2.當(dāng) "切削厚度選擇 "開關(guān)設(shè)置為 "高 "時,應(yīng)采用非接觸式切削式切削(特殊情況除外),建議選水割炬。
3.需要改變 "厚度選擇 "開關(guān)時,需要先關(guān)閉主機(jī)的電源開關(guān),以防損壞零件。
4.安裝、拆卸、移動主機(jī)時,需要先關(guān)閉電源,防止發(fā)生危險。
5.在安裝和拆卸主機(jī)上的附件和部件(如割炬、切割地線、電極、噴嘴、分配器、壓帽、保護(hù)套等)之前,需要先關(guān)閉主機(jī)的電源開關(guān)。避免反復(fù)快速打開割炬開關(guān),以免損壞電弧打擊系統(tǒng)或相關(guān)部件。
6.當(dāng)需要從工件中間開始電弧切割時,可直接在不銹鋼切割厚度≤20mm處穿孔切割。方法如下:將割炬放在切割縫的起點(diǎn)上,并使割炬噴嘴的軸線與工件平面形成75°左右的角度,然后打開割炬開關(guān),開始電弧穿孔;同時,慢慢調(diào)整噴嘴軸線與工件表面的角度,直至切割通過工件應(yīng)調(diào)整到90°。切穿工件后,可沿切縫方向正常切割。但如果厚度超過上述規(guī)定,則需在切割起點(diǎn)上鉆一個小孔(直徑不限),以便從小孔開始弧形切割。否則,很容易損壞切割割炬噴嘴。
7.主機(jī)連續(xù)工作率為70%(將 "切割厚度選擇 "開關(guān)置于低位,連續(xù)工作可接近100%)。如果連續(xù)工作時間過長,主機(jī)溫度過高,溫度保護(hù)系統(tǒng)會自動停機(jī),需要冷卻20分鐘左右才能繼續(xù)工作。
8.當(dāng)壓縮空氣壓力低于0.22mpa時,設(shè)備應(yīng)立即處于保護(hù)停機(jī)狀態(tài)。此時,應(yīng)檢修供氣系統(tǒng)。故障排除后,可恢復(fù)壓力至0.45MPa。
9.如果三相輸入電源缺相,主機(jī)不能正常工作,部分機(jī)型 "缺相指示 "紅燈亮。需要排除故障后才能正常切割。
10.對于水冷機(jī),水箱需要裝滿自來水,水泵的電源插頭需要插上。
版權(quán)聲明:文章來源于 www.bolije.cn/ask/335.html,轉(zhuǎn)載請注明出處!
能否高效增產(chǎn)?")
在切割金屬時,人們會使用激光切割機(jī)。該設(shè)備的推出有效彌補(bǔ)了傳統(tǒng)加工方式的不足,激光切割設(shè)備利用激光來完成與切割材料相關(guān)的操作。激光的速度很快,在切割過程中不會在材料表面留下太多的痕跡,可以將金屬材...
2021-10-27 15:00:27 | 激光切割機(jī)前需要考慮的事情")
?如果你經(jīng)常使用各種材料,從硬金屬到極軟的材料,雕刻不正確,可能會破裂。面對如此多的新未知,你可能根本不知道該買什么,該花多少錢,以及什么適合你的生意。無論你是想要一個激光切割機(jī)為你的個人或?qū)I(yè)用途,...
2020-12-07 17:54:01 | 激光切割機(jī)設(shè)備廠家電話")
?龍門式切割機(jī)設(shè)備廠家電話是多少?如果您需要一款龍門式數(shù)控切割機(jī)設(shè)備,可以聯(lián)系廠家電話182-3390-1740,這是我們河北信爾自動化設(shè)備有限公司的電話,可以通過這個電話了解到您所需要的各種龍門式切...
2021-01-07 09:51:40 | 龍門式切割機(jī)廠家二維碼") 微信二維碼
微信二維碼法律聲明:本網(wǎng)站部分內(nèi)容來源于網(wǎng)絡(luò),如有侵權(quán)請告知!我們立即刪除;本網(wǎng)站嚴(yán)格遵循國家相關(guān)法律法規(guī)規(guī)定,如有不當(dāng)之處,請告知!我們立即刪除。
河北信爾自動化設(shè)備科技有限公司www.bolije.cn 版權(quán)所有 技術(shù)支持:卓博科技 網(wǎng)站地圖


多少錢?應(yīng)該如何挑選co2切割機(jī)?")